ベンダー加工で美観性を保つポイントとは?
ベンダー加工における美観性
今回のコラム記事では板金加工・製缶加工における「曲げ」の美観性に着目してご紹介いたします。
人の目に触れる場面で使用される場合を主として、食品、医療現場など美観性が求められる案件は多くあります。そのような美観性が求められる場合のベンダー加工時のポイントについていくつかご紹介いたします。
ベンダー加工とは金型を用いて母材となる鋼板を押し込むことで曲げることをいいます。
通常曲げ加工時には上下金型の痕、押し込んだ際のスリ傷などが母材に残ってしまいます。
またワークの曲げ内容(角度や位置、曲げ回数を指す)によっては曲げ箇所とは別に曲げが必要な場合もあり、その際には完成ワークからは一見関係ない箇所に痕が残る場合もあります。
その為、曲げる以上美観性を保つということは厳しい条件であるということが言えます。
ではどのように加工を行うべきか、当社実施方法を交えてご紹介します!
前提としてベンダー加工とは?
ベンダー加工は上型(パンチ)・下型(ダイ)の金型で加圧して加工する方法です。
エアベンディング・ボトミング・コイニングと3種の代表的な曲げ加工法があり、当社では曲げ角度の範囲の自由に取れ、加工精度も高いエアベンディングを用いて加工を行っています。
以前のコラム記事でもベンダー加工について記述がありますので下記リンクより参照ください。
美観性を保つにはどうしたらよいのか?
結論から記述しますと、「養生」することで材料に傷が入りにくくしています。
外干渉により傷が入るので守ってあげる(養生する)ことが最も効果的です。
薄いタイプ(青)と厚いタイプ(白)の2種類を使い分けており、厚いものほど傷を防ぎます。
実際の様子をご覧ください。

↑薄いタイプの養生シート(片面)

↑厚いタイプの養生シート
上の写真のように傷が入らないよう、レーザー切断後に養生シートを慎重に貼り付けます。この時に既に傷が入っていないか、曲げ加工前の上流工程においても留意が必要となります。
次にベンダー加工時の「いつ、どこで、どのように」傷が入るのか、養生はどのようにそれを防ぐのか図を用いて見ていただきます。
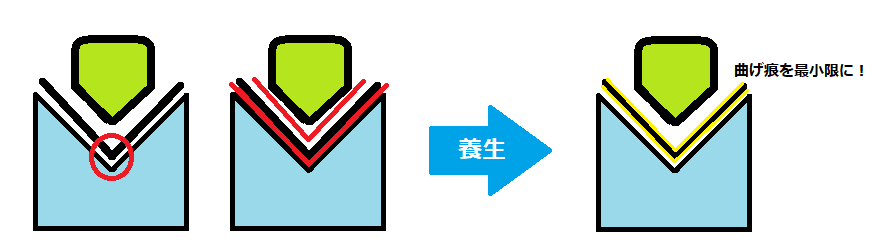
簡単な図になりますが、上型(緑)、下型(青)があり、間に母材がありますが鋭角部では剣痕、内外の面には擦り傷が入ります。それを右図の黄色のように養生で保護することで最小限に抑えることが可能です。また、鋭角曲げになると母材により負荷がかかります。角度が鋭角になればなるほど傷が残りやすいです。
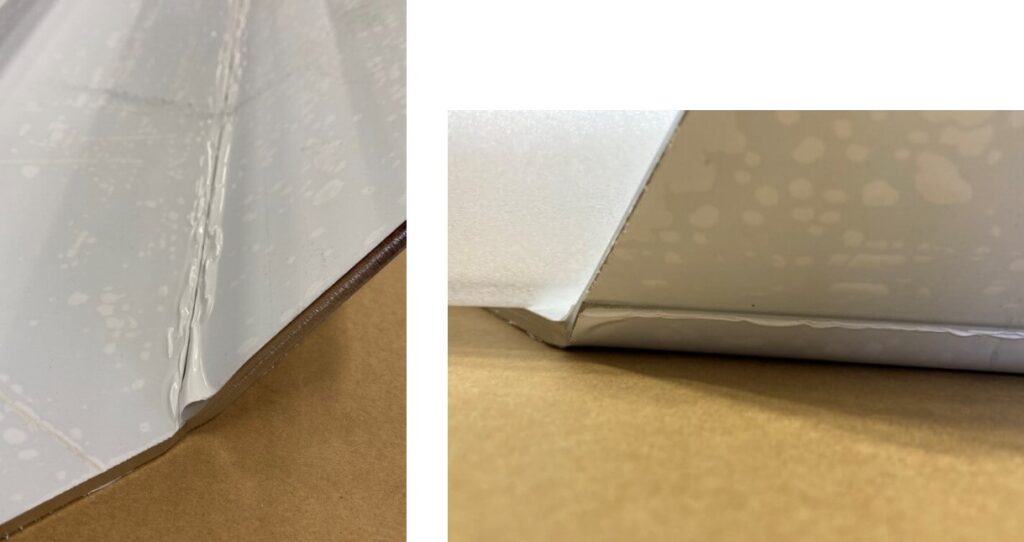
曲げ傷が実際どのような状態なのかをご覧いただくためにSUSヘミング(折り返し)曲げワークをご覧ください。

写真は裏表(右左)となりますがヘミング曲げなので最も傷が入った状態といえます。金型の痕、擦り傷のどちらも確認することができます。
養生加工の様子としてSUS304 2B 板厚6tの両面傷不可案件の実加工をご紹介します。
加工準備
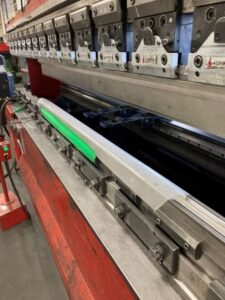
下型にもプラスチックシートを敷いて極力傷が入らないように保護しています。これにより下型による擦り傷を軽減しています。

今回のワークはサイズが大きいため2人作業にて行います。1回で押し切ってしまうと速さによって傷が入る、養生がはがれる可能性が上がるので、ベンダーも徐々に加圧していきます。

横から見た曲げる様子になります。
内外の金型干渉部の様子
このように養生のみ擦れ、痕が残りますがワーク自体には傷が入らないように加工することができました。
美観性重視の過去加工事例の紹介!
紹介しました3物件とも薬品、食品関連であり、これらの案件では美観性が求められる事例です。いずれも曲げに限らず全工程において、加工品の取り扱いには一層注意し、養生をした状態で加工を行いました。
ステンレス製缶加工なら『BANKIN LABO』を運営する株式会社トリパスにお任せください!
「BANKIN LABO」を運営する株式会社トリパスは美観性を保った事例が数多くございます。リンクのある過去事例以外にも多岐に渡ります。加工事例のページでも多数ご紹介しておりますので、是非そちらもあわせてご確認ください!レーザー、プレス、曲げ、溶接、色取り、塗装まで一貫して対応が可能ですので、板金・製缶製品でお困りの案件がございましたら、お問合せページよりご連絡お待ちしております。