ベンダー曲げとは?当社の加工機や製品事例についてご紹介!
ベンダー曲げ加工とは、板金加工において材料を正確な角度・形状に曲げるための代表的な加工方法です。
切断や溶接と並び、製品の精度や強度を左右する重要な工程でもあります。
「どんな曲げ方があるの?」
「どんな形状まで対応できる?」
「加工会社によって何が違うの?」
本記事では、ベンダー曲げ加工の基礎知識から加工方法の違い、当社の設備・対応範囲・製品事例までご紹介します。
ベンダー曲げ加工とは?
ベンダー曲げ加工は、上型(パンチ)と下型(ダイ)で材料を加圧し、目的の角度に曲げる加工方法です。
一見単純に見える加工ですが、
・寸法精度
・角度精度
・スプリングバック対策
など、高い技術力が求められます。
代表的な曲げ加工方法は次の3種類あります。
| 加工方法 | 特長 |
| エアベンディング | もっとも一般的。角度調整の自由度が高く、幅広い加工に対応。 |
| ボトミング | 比較的弱い力で高精度な曲げが可能。 |
| コイニング | 非常に高精度だが、大きな加圧力が必要。 |
当社ではエアベンディング加工を採用しており、
・L曲げ
・コの字曲げ
・Z曲げ
・段曲げ
・ヘミング曲げ
・ハット曲げ
・U曲げ
・M曲げ
・円錐、角丸加工
など、様々な形状に対応可能です。
また、加工内容に応じて金型を使い分けています。
使用金型
①サッシ
②グースネック

③直剣
曲げ加工で発生しやすい問題❝スプリングバック❞
曲げ加工では、加圧を解放した際に材料が元の形状に戻ろうとする
スプリングバックが発生することがあります。
加工方法による影響度の違い:
エアベンディング > ボトミング > コイニング
当社では材料特性を考慮した角度補正により、狙い通りの精度を実現しています。
当社保有のベンダー曲げ加工機
| 機種 | メーカー | 最大加工可能寸法(mm) | 最大加圧能力(kN) |
| TruBend5230 | TRUMPF | 3230 | 2300 |
| TruBend7036 | TRUMPF | 1020 | 360 |
| HG1303 | AMADA | 3230 | 1300 |
| HDS2204NT | AMADA | 4280 | 2200 |
| HDS1303NT | AMADA | 3230 | 1300 |
| HDS8025 | AMADA | 2550 | 784 |
| FMB3613NT | AMADA | 1300 | 352 |
| RG-80 | AMADA | 2400 | 784 |
ベンダー曲げ加工の対応範囲
材質・板厚・形状によって加工可否は異なりますが、幅広い曲げ加工に対応しています。

※曲げ最小寸法については、曲げ角度や選定するV幅によって異なります。
対応事例:
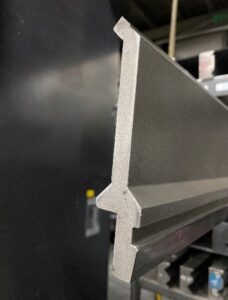
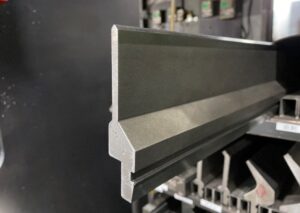
・丸棒の90度曲げ
・小V幅曲げ
・小フランジ曲げ
曲げ最小寸法の目安(90度曲げ)
| 材質 | 板厚 | V幅 | 最小フランジ |
| SS400 | 3.2 | 12 | 約10mm |
| SS400 | 6.0 | 25 | 約20mm |
※一般的に板厚の6〜8倍のV幅を使用
※小V幅は金型負荷が大きいため事前確認が必要
ベンダー曲げ加工の製品事例
掘削機用タンク

土木業界で使用される、掘削機用のタンクを製造しました。展開形状が複雑だったため、溶接個所が非常に多く、製造工数が多くかかっていました。
弊社の曲げ加工技術や、ノウハウによって、溶接個所を半減することができ、従来より低コストで製造させて頂いた事例です。
板厚2mmのSUS鋼板をレーザーで切断し、ベンダー加工機で曲げ加工を行いました。
R形状については、マーキングの上、数回の曲げ加工を行うことで、当形状で成型しました。
溶接は、従来は半自動溶接を行っていましたが、スパッタが発生しにくいTig溶接機を用いて、仕上がり品質を向上させました。
建築設備用SUS異形配管

建築設備に搭載される、配管・水配管・ポンプドレン用のSUS異形配管を製造しました。異形であり、R形状も複雑だったため、高度な曲げ技術と溶接技術が要求されました。
材料には、t4.0のSUS304を使用し、パイプの切断にはバンドソーを使用しました。マシニングセンタにて各部材の切り欠きを行っています。
切断・切り欠きで成型した部材を、パイプベンダーを用いてパイプの曲げ加工を行い、各パイプを規定形状に成型しました。
溶接には、歪みが発生しにくいTig溶接機を用いました。丸パイプのX・Y・Z軸で寸法をそれぞれ出し、歪みなく正確に溶接を行う必要があります。既定圧力に耐えられるよう、二重溶接で組上げました。
特殊車両用SUS製シュート
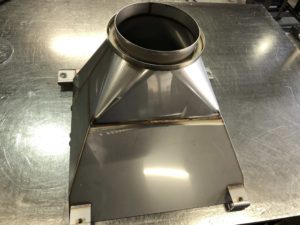
特殊車両に搭載されるSUS製シュートを製造しました。
当SUS製シュートは、角と丸形状が組み合わさった、複雑な形状でした。隙間ができないように、なおかつ溶接工程が少なくなるよう、3DCADを用いて図面を作成し、展開方法を熟考しました。
t2.0のSUS鋼板をレーザー切断し、ベンダー加工機で曲げ加工を行いました。複雑な形状で、曲げ加工に狂いは許されませんでしたが、弊社の熟練作業者による高精度の曲げ加工によって、要求品質をクリアしました。
溶接についても、隙間なく連続で行う必要があり、歪みが少なく、スパッタの発生リスクも低減されるTig溶接で行いました。
ベンダー曲げ加工依頼時の注意点
対応可能材質
〇 SS/SUS/アルミ/薄板ポリカーボネート 等
対応不可材質
✖ アクリル/木材/鋳物/厚板ポリカーボネート 等
※板厚・角度・形状により可否が変動します
ベンダー曲げ加工なら『BANKIN LABO』を運営する株式会社トリパスにお任せ下さい!
曲げ加工は、材質・板厚・形状・数量によって最適な加工方法や条件が大きく異なります。
当社では豊富なベンダー設備と加工実績を活かし、試作から量産まで安定した高精度加工を実現しています。
「この形状は曲げられる?」
「図面通りの角度精度が出るか不安」
「溶接工程を減らしてコストダウンしたい」
といったご相談にも、加工方法の選定段階から丁寧に対応いたします。
ベンダー曲げ加工でお困りの際は、お気軽にご相談ください!