溶接加工とは?種類や製品事例についてご紹介します!
溶接加工とは?
板金加工や機械加工で製作されたものの多くは部材であり、これらは接合され、組み立てられます。溶接とは、これらについて圧力、熱もしくは両方を加えて接合する加工方法です。大きく区分すると、溶融状態で接合する「融接」、固相状態で接合する「圧接」、溶融-固相状態で溶接する「ろう接」の3つに分けられます。溶接とは単に、2つのものを1つにつなぎ合わせる役割ではなく、接合後の用途によって適した溶接方法が選定され、強度の考慮などの工夫がされています。
溶接加工の種類について
溶接加工といっても、方法は様々です。その中でも弊社で主に行っている溶接方法についてご紹介します。加工指示、材質、板厚、用途などによって加工方法を選定します。
半自動溶接
トーチを用いて溶融金属を溶かしながら接合します。ワイヤーが自動で供給されることで溶接速度が速く、スムーズに溶接することが出来ます。主に鉄の溶接加工で用いられます。用途によってガスの種類を変えながら、最適な加工を行います。
TIG溶接
シールドガスに不活性ガスを用い、タングステン電極と母材との間にアークを発生させて溶接する方法です。気密性や水密性に優れた溶接方法であり、ステンレスやアルミの溶接加工で用いられることが多いです。
スポット溶接
2枚の重ねた母材を上下から電極で挟み、加圧しながら電流を流すことで溶融して接合する溶接法です。仕上がりが大変綺麗なため、見た目が重視される製品で多く用いられます。
YAG溶接
YAGレーザーを用いた溶接方法です。歪みが大変少なく、仕上がりが綺麗なことから、長尺物や薄板などに適した溶接方法です。精密溶接が可能であり、結果として後工程を大幅に削減することができます。アルミやステンレス、銅などの高反射材や異種材の溶接などもスピーディーに加工可能です。
溶接加工で主に使われる素材とその特徴について
・鉄
溶接加工における鉄の特徴としては、アルミ、ステンレスと比較をすると歪み(ひずみ)が発生しにくく、一般的には溶接加工がしやすい材質であると言われております。
・ステンレス
当社では溶接加工におけるステンレスでは、TIG溶接を採用しております。TIG溶接は加工品質が高く、薄物などの難削材にも対応することができます。当社のステンレスの溶接加工については下記リンクの技術コラムにて詳しくご紹介しております。
・アルミ
溶接加工におけるアルミの特徴としては、割れが生じたり酸化してしたりしてしまうため、溶接加工が難しいということが言えます。
※異素材や異なる板厚同士の溶接も行っておりますので、お気軽にご相談ください。
当社の溶接加工における製品事例
次に当社で行った溶接加工の製品事例をご紹介したします。
・食品機械用架台フレーム
食品工場で使用される、プリフォーム搬送機用の架台フレームを製造させていただきました。W575×L575×H300の架台です。材質は、指紋や汚れが目立たないよう、SUS304の#400バフ研磨で仕上げています。
□50×30のパイプフレームや板厚1.5mmの天板はレーザーで切断しています。パイプ上部の抜き穴はレーザー加工機を使用しています。専用治具を製作し高精度かつ正確な孔あけしています。(φ径9.1)パイプと天板は、スパッタが発生しにくく仕上がり品質の向上が可能な、Tig溶接機を用いて溶接しています。
食品製造機械は、寸法精度や仕上がりに関する要求品質が高い業界です。異物混入のもとになる加工跡や、けがの原因となるバリは多少なりとも許されません。今回の架台フレームにおいても精度公差JIS中級程度という要求でしたが、弊社の熟練した作業者と充実した加工設備によりその要求にこたえました。今回の事例にて弊社の技術力が評価され、継続的なお取引をさせて頂いています。
・特殊車両製造現場向け作業台

自動車業界で使用される、作業台及び引き出しトレイの製作をしました。W2500×D800×1500の大物製缶板金加工品です。材料にはSUS304 2Bを使用しています。お客様の作業台サイズや引き出し数などのご要望をもとに弊社にて設計し、導入させて頂きました。作業台は清掃の際に移動ができるように、ロック式キャスターを搭載しています。
SUS鋼板をレーザーにて切断し、仕上がり品質を上げるため、スパッタが発生しにくいTig溶接機によって溶接しました。細かい溶接個所については熟練作業者によるハンド溶接で対応し、溶接機と組み合わせて最適工数で対応させて頂きました。部品製作だけでなく、スライドレールなどの仕入れ品を含めて組み立てた後、出荷・納品させて頂きました。
・建築設備用換気BOX

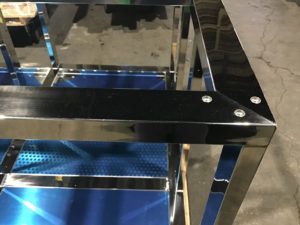
建築設備工事で使用される、地中熱換気システムの給気ユニットを製造しました。自社にて設計し、製造、納品まで一貫して対応させて頂きました。当事例の地中熱換気システムは商業施設用として使用され、地熱を利用して換気を行う省エネシステムです。全4台の製造をさせて頂きました。
給気ユニットのサイズは、L1600×W1200×H1800です。筐体であり、歪みによる隙間の発生への懸念と多数の溶接工程の発生によるコスト増加を懸念し、溶接を少なくできるリベット構造にて設計しました。
材料には、板厚2.3mmのエコガル材を使用しています。レーザーにて各フレームを切断し、ベンダー加工機にて曲げ加工を行います。歪みが出ないようにTig溶接にて最小限の箇所を溶接しました。
・特殊車両用アルミ製板金加工品

特殊車両に搭載する、フェンダー廻りに使用されるアルミ製板金加工品を製造しました。サイズはL1377.5xW135です。
t2.0とt3.0のA5052を材料とし、レーザーにて規定寸法に切断しました。ベンダーにて各プレートを曲げ溶接を行います。Tig溶接機を用いて溶接しますが、t2.0のアルミ溶接は歪みが発生しやすく高難度となります。また、プレート間のリブ等の細かい箇所の溶接も難易度が高かったですが、(工程の確認をお願いいたします)当社の熟練した作業者による溶接で、品質要求をクリアし、納品させて頂きました。
・特殊車両用アルミ製BOX

特殊車両に搭載される、装備品を入れるアルミ製のBOXを製造しました。サイズはL1400×W600×H380です。
t3.0のAL縞鋼板をレーザーにて切断します。縞目の高さを考慮した皿もみを行い、ベンダーで曲げ加工をします。溶接個所・距離を最短にするべく、従来とは展開方法を変更し、Tigにて全溶接することで70%の作業工数削減を実現しました。蝶番の組付けなど、組立工程も一貫して行い、歪み等のない高品質な製品として納品させて頂きました。
溶接加工依頼時の注意点と依頼先選定のポイント
次に溶接加工依頼時の注意点と依頼先選定のポイントについてご説明いたします。
最適な展開と溶接方法を選定するにあたって、図面の準備が重要です。ひとえに溶接といっても、どの溶接方法を用いるのか、どの部分を溶接するのか、後処理はどこまで実施するのか等の確認が必要であり、それらは図面に明記されていることでスムーズな加工が可能となります。
また、依頼先がどの程度の加工技術を有しているのかということも非常に重要です。溶接加工は、職人の技量によってクオリティに大きく差が出る加工方法です。そのため、幅広い加工実績があり、加工技術の高い依頼先を選定することが重要です。
溶接加工なら「BANKIN LABO」を運営する(株)トリパスにお任せください
「BANKIN LABO」を運営する株式会社トリパスは、板金加工における精密板金加工~型鋼・アングル鋼の製缶加工まで幅広く対応が可能です。板金加工、架台・フレーム組立等、装置・機械に関する板金加工はすべてお任せ下さい。