アルミの製缶板金加工とは?
製缶板金加工とは?
製缶板金加工とは、鉄・ステンレス・アルミ等の素材に対して、切断・曲げ・溶接・機械加工などを行うことです。製缶板金加工によって製作することができる製品例としては、厚板を用いた加工品や、フレーム、架台などが挙げられます。今回のコラム記事では、アルミの製缶板金加工に関するポイント、アルミの製缶板金加工を行う上での注意点について詳しくご説明をさせて頂きます。
アルミの製缶板金加工のポイント
アルミの製缶板金加工のポイントは、アルマイト処理(人工的に酸化被膜をるくること)がされた材料を使用することで、耐食性を高めることです。アルミの比重は、鉄の約1/3と大変軽く、錆びにくいという特徴があります。そのため、軽量化が求められる製品や、錆びやすい環境下で使用される場合にアルミ素材が選定されます。アルミの製缶板金加工を行う上では、アルマイト処理を施した材料を使用することで耐食性をより強化することができます。
構造としては、溶接レスでビスやリベット止めで製作する場合もあれば、溶接構造で製作する場合もあります。弊社でアルミを溶接する際には、主にTIG溶接やスポット溶接などを用いて加工を行います。溶接された加工品は以下のような仕上がりとなります。
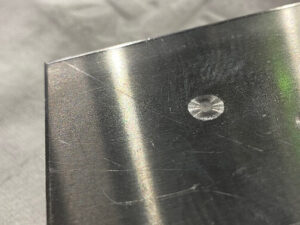
A1100t2.0へのスポット溶接

A1100t1.0へのTIG溶接
※弊社で主に扱うアルミの材質はA1100、A5052、アルマイト材などです。
アルミの製缶板金加工における注意点
アルミの製缶板金加工における注意点は、厚板の場合と薄板の場合に分けることができます。
-
厚板のアルミを製缶板金加工する場合の注意点
アルミは繊細な素材である為、曲げ加工時に割れが発生する場合があります。用途によっては、割れた後にその部分を溶接ビードで埋めたあとに形を整えるなどの後工程が必要となります。アルミ同士の異なる板厚の溶接においても溶けるリスクが高い為、溶接方法に工夫が必要です。
-
薄板のアルミを製缶板金加工する場合の注意点
t1.5以下のアルミ素材への溶接は難度が高く、溶けて穴が開いてしまうリスクが有る為に細心の注意が必要となります。アルミの薄板への溶接は、歪み・変形も発生しやすい為、板厚や溶接長によっては仕様の変更や溶接手順の検討が必要となります。
アルミの製缶板金加工事例


特殊車両に搭載する、フェンダー廻りに使用されるアルミ製板金加工品を製造しました。サイズはL1377.5xW135です。
t2.0とt3.0のA5052を材料とし、レーザーにて規定寸法に切断しました。ベンダーにて各プレートを曲げ溶接を行います。Tig溶接機を用いて溶接しますが、t2.0のアルミ溶接は歪みが発生しやすく高難度となります。また、プレート間のリブ等の細かい箇所の溶接も難易度が高かったですが、(工程の確認をお願いいたします)当社の熟練した作業者による溶接で、品質要求をクリアし、納品させて頂きました。
アルミの製缶板金なら、当社にお任せください!
「BANKIN LABO」を運営する株式会社トリパスは、板金加工における精密板金加工~型鋼・アングル鋼の製缶加工まで幅広く対応が可能です。生産設備としては、トルンプ社のレーザー加工機、NCベンダー、レーザー溶接システム、さらに立型マシニングセンタ、CNC旋盤など様々な加工機を取り揃えており精度の高い加工をすることができます。板金加工、架台・フレーム組立等、装置・機械に関する板金加工はすべてお任せ下さい。
今回ご紹介をさせて頂きましたアルミの製缶板金加工に関しても当社に是非ご相談ください。確かな技術と経験で、ご対応させていただきます。随時加工事例を更新しておりますので、そちらもあわせてご確認下さい。